Производство дверей
25 ноября 2020
Ряд клиентов компании «Сиэфай» используют координатно-пробивные и листогибочные пресса для производства металлических дверей: квартирных, медицинских противопожарных, сейфового типа и др.
Для быстрого изготовления двери важны:
- Быстрая подготовка станка и программы
- Минимальное машинное время
- Стабильная точность деталей
Для операций раскроя и формования листов используются наиболее популярный КПП станки моделей M2048TE и M2044TC, за рубежом чаще применяются более скоростные модели M2048TS, M2548TS и M3048TG
Для повышения коэффициента использования станки дополняются автоматизированными системами для загрузки-выгрузки-сортировки- складирования металла SL 1250, FS2512T, FG2512 и их комбинации.

Инструмент.
Как правило, весь необходимый инструмент входит в револьвер станка единовременно. При необходимости дублирования инструмент устанавливается на 2 толщины единовременно, например если завод изготавливает раму и полотно из разных толщин с большим разбегом: 2 и 1 мм. Если толщины близки 1.8 и 1.2 мм – можно использовать матрицы на один зазор 0.3 например. В среднем стойкость инструмента от переточки до переточки составляет 1 000 000 ударов.
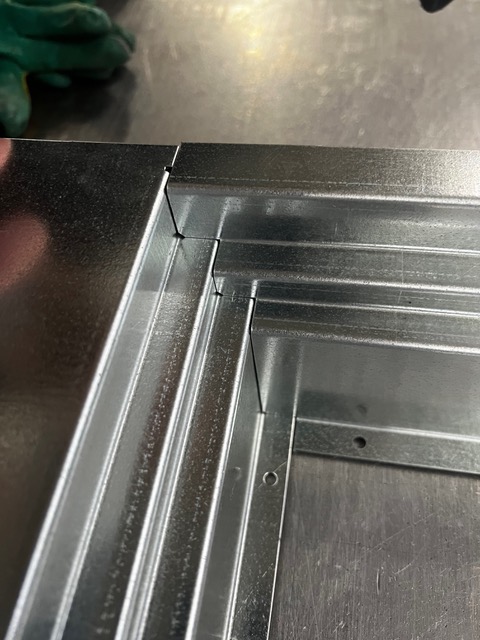
Большинство современных дверей имеют формовки:
- Пукли резьбовые — для крепления петель и/или замка
- Пукли глухие — для позиционирование при сварке
- ребра жесткости – для снижения веса листа с сохранением жесткости либо в декоративных целях
- локальные занижения – для скрытия стыков элементов рамы, утопления планки замка
Машинное время обработки зависит от конструкции двери и в среднем составляет 6 минут.
Точность раскроя составляет ± 0, 05 мм! Так как КПП станки Muratec не требуют использования юстировочного инструмента, то края обработки всегда прямолинейны «без елочек» и «пил».
Использование доступного специнструмента «занижение 2/3» позволяет значительно облегчает разбор обработанного листа
Среднестатистический завод изготавливает 80 комплектов дверей (2 листа на дверь) за 8 часовую смену – около 200 комплектов в сутки при НЕ автоматизированной загрузке-выгрузке металла.
Для гибки наиболее эффективно использовать высокоскоростные сервоприводные станки:
модель BB 4013 – для гибки коротких элементов двери: порог, перекладина, заглушки полотна, карман замка и тп
модель BB 6020 помимо вышеперечисленных элементов производит гибку деталей: замковая и петлевая стойки, ребра жесткости, наличники и тп деталей длиной до 2200 мм.
Ультрасовременная система управления Muratec позволяет заносить готовую 3D-модель элемента двери непосредственно в ЧПУ станка, создание полной программы занимает пару минут (см видео).
Так как станки Muratec серии BB не имеют гидросистем, то при опускании гибочной балки отсутствует «точка глушения», а смена скоростей с холостой на рабочую производится непосредственно на поверхности металла
При этом скорость гибки достигает 2,5 секунды/гиб и до 1000 гибов в час. Естественно силы операторы не безграничны поэтому за 8 часовую смену, как правило, производится не более 5000 гибов ( 12 000 – 14 000 гибов в сутки)
За год (около 4000 часов) станок делает порядка 1 500 000 гибов.
Обслуживание станка сводится к смазке 1 раз в 2000 часов.
Станок имеет автоматическую систему учета степени износа инструмента и систему проверки правильности установки инструмента.
Российский листовой прокат имеет широкие допуски по толщине и свойствам. Как же добиться стабильной точности? Можно проверять каждую деталь, тратя на этом много времени.
На всех листогибочных прессах Muratec имеется «автоматический адаптивный круиз-контроль» (системы CP и PSP) – станок самостоятельно сверяет развиваемое усилие с координатами по осям Y1Y2 и вносит корректировку в управляющую программу подгоняя деталь к необходимому результату. Цикл измерения системы всего 0,2 секунды!
Благодаря этим штатным системам, точности хода гибочной балки ± 1 микрон, а задней траверсы ± 20 микрон станок Muratec обеспечивает превосходную точность.
Также на BB 6020 практикуется гибка полотен с верхней и нижней заглушкой, для изготовления цельногнутых полотен рекомендуется использовать станок BH13530.
Получение точных деталей на станках Muratec позволяет существенно
- снизить себестоимость изготовления двери,
- повысить производительность, в том числе на сварочных и сборочных этапах производства,
- нарастить товарооборот и прибыль завода